Overall Equipment Effectiveness: Cara Jitu Tingkatkan Efektivitas Operasional

Overall Equipment Effectiveness (OEE) adalah indikator untuk mengukur efektivitas peralatan di perusahaan. OEE biasanya digunakan pada perusahaan manufaktur, mengingat performa mesin dan peralatan memiliki pengaruh langsung terhadap hasil produksi. Namun, bukan berarti hanya bisa diterapkan pada industri manufaktur saja. Selama suatu proses operasional melibatkan peralatan atau sistem kerja tertentu yang dapat diukur dari segi ketersediaan (availability), kinerja (performance), dan hasil (quality), maka OEE tetap relevan untuk digunakan. Dengan kata lain tidak harus mesin pabrik, tetapi bisa juga alat kerja atau infrastruktur yang mendukung layanan. Yang terpenting adalah adanya kebutuhan untuk mengukur, menganalisis, dan meningkatkan kinerja secara dan dilihat dari segi kuantitatif. Contohnya sistem yang operasional, seperti server di perusahaan IT atau mesin ATM di perbankan. OEE diperkenalkan pertama kali oleh Seiichi Nakajima di tahun 1970-an. Kala itu ia memperkenalkan tiga hal, Total Productive Maintenance (TPM), OEE dan Six Big Losses. Dalam bukunya berjudul Introduction to TPM yang terbit tahun 1988, ia menyatakan tentang tiga faktor OEE yaitu Availability, Performance, dan Quality. OEE sangat bermanfaat bagi perusahaan karena memungkinkan proses produksi atau operasional meningkat secara signifikan. Jika didiukung dengan alat dan sistem yang optimal, kemungkinan untuk produk yang berkualitas dan efisien akan tercapai.
Implementasi OEE
Efektivitas penggunaan OEE bergantung pada analisis tiga faktor, yaitu ketersediaan peralatan, kinerja peralatan, dan kualitas produk. Secara bersamaan, ketiga faktor inilah yang membantu perusahaan untuk mengidentifikasi dan mengatasi kerugian peralatan yang berdampak negatif pada produktivitas dan efisiensi operasional.
1. Equipment availability (Ketersediaan Peralatan)
Ketersediaan peralatan adalah seberapa siap mesin atau alat di perusahaan untuk dipakai bekerja. Ini merujuk pada perbandingan waktu aktual mesin saat beroperasi dengan waktu yang dijadwalkan. Artinya apabila mesinnya sering berhenti atau tidak bisa dipakai, berarti ketersediaannya rendah. Sebaiknya, jika mesinnya jarang bermasalah dan lebih banyak dipakai untuk bekerja sesuai jadwal, berarti ketersediaannya tinggi.
2.Equipment Performance (Performa Peralatan)
Setelah mengetahui waktu mesin dipakai bekerja berdasar analisis ketersediaan, selanjutnya adalah seberapa baik mesin itu bekerja selama waktu tersebut. Maksudnya apakah mesin tersebut bekerja sesuai kemampuannya atau tidak. Jika hasilnya di bawah kemampuannya, maka performanya kurang baik.
3. Product Quality (Kualitas Produk)
Setelah mengetahui jumlah barang yang dibuat berdasar aspek sebelumnya (performa alat), lalu perusahaan dapat melihat kualitasnya. Dari total produksi, berapa jumlah yang cacat atau rusak, dan berapa yang memenuhi standar kualitas untuk langsung digunakan atau dijual.
Jika anda ingin mengetahui gambaran implementasi, ketiga faktor tersebut akab dikalikan untuk mengetahui nilai OEE secara keseluruhan. Selanjutnya maka akan masuk pada perhitungan kuantitatif atau matematika. Sebagai catatan tambahan, masing masing faktor availability, performance, dan quality sebenarnya memiliki rumus dan cara hitungnya masing masing yang lebih spesifik. Namun pada pembahasan kali ini, kita akan fokus pada gambaran secara umumnya saja.
- Ketersediaan mesin dan bisa digunakan (Availability)
- kecepatan mesin bekerja dibandingkan kecepatan idealnya (Performance)
- Seberapa banyak hasil yang baik tanpa cacat (Quality)
Rumus umumnya adalah
OEE = Availability × Performance × Quality
Sebagai contoh sederhana: jika sebuah mesin memiliki availability 90%, performance 85%, dan quality 95%, maka OEE-nya adalah. Ini artinya, hanya sekitar 73% (jika dibulatkan) dari waktu kerja yang tersedia benar-benar efektif dan menghasilkan produk yang sesuai standar.
90% × 85%× 95% = 72.7%
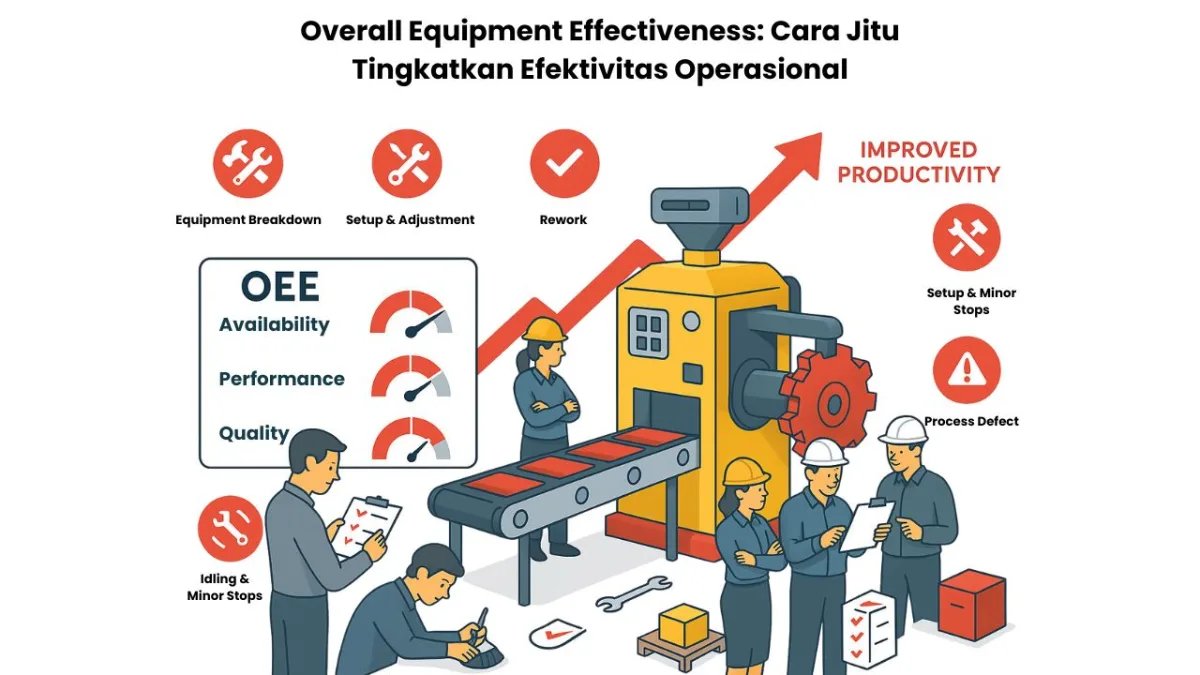
Six Big Losses dari OEE
Six Big Losses adalah istilah turunan permasalahan dari tiga aspek diatas dan berjumlah enam. Artinya, masing masing indikator menyebabkan dua masalah turunan. Dampak secara umumnya yakni menyebabkan hilangnya waktu produksi, dan menurunkan efektivitas kerja. Berikut adalah enam kerugian besar tersebut
- Availability Losses adalah kerugian waktu produksi karena peralatan tidak dapat beroperasi. Kerugian ini mencakup dua hal, yakni ;
- Kerusakan Peralatan (Equipment Breakdowns) - adalah berhentinya waktu produksi karena peralatan tidak bisa digunakan beroperasi akibat kerusakan.
- Pengaturan dan Penyesuaian (Setup and Adjustments) - mengacu pada perbaikan dan perawatan alat yang memang sudah dijadwalkan. Walaupun begitu, dalam rentang waktu ini, mesin tetap tidak bisa beroperasi dan menyebabkan proses produksi tidak berjalan. Untuk itu perusahaan perlu menyiapkan alternatif solusi seperti mempersiapkan kebutuhan sebelum proses perawatan dimulai, serta melatih pekerja agar terbiasa pada momen ini. Dalam manajemen hal ini disebut dengan SMED (Single-Minute Exchange of Dies).
- Performance Losses Ini adalah waktu produksi yang hilang karena peralatan tidak beroperasi sesuai kapasitasnya atau mengalami kerugian performa. Poin kedua juga terbagi menjadi dua masalah turunan, yakni;
- Gangguan dan pemberhentian kecil (Idling and Minor Stops) - gangguan ketika alat produksi tiba-tiba berhenti dalam waktu singkat, biasanya hanya satu atau dua menit. Terkesan sepele, namun ini dapat menjadi indikasi masalah mendasar dalam proses produksi, atau kurangnya standarisasi prosedur. Jika terus diabaikan, kedepannya dapat berpotensi menyebabkan masalah yang lebih besar. Untuk mengatasinya secara efektif, tidak cukup hanya memperbaiki saat gejalanya muncul, perusahaan perlu mencari tahu akar penyebab masalah utamanya. Proses ini biasa disebut sebagai pendekatan Root Cause Analysis (RCA). Dengan begitu, solusi yang diterapkan tidak hanya bersifat sementara, melainkan langsung tepat sasaran dan mencegah masalah serupa terjadi lagi.
- Pengurangan Kecepatan (Reduced Speed) - ketika peralatan beroperasi lebih lambat dari kecepatan idealnya. Biasanya terjadi karena alat yang kotor atau sudah tua, pelumasan kurang baik, kondisi lingkungan kerja yang buruk dan lainya.
- Quality Losses adalah waktu produksi yang terbuang untuk memproduksi barang yang cacat atau kerugian kualitas. Ini juga terbagi dua masalah turunan yakni ;
- Cacat Proses (Process Defects) - kegagalan/cacat yang terjadi selama produksi, sehingga produk yang harus dibuang atau dikerjakan ulang.
- Pengurangan Hasil Awal (Reduced Yield ) - cacat yang terjadi pada awal produksi, misalnya saat mesin baru saja diaktifkan atau setelah penggantian produk. Singkatnya, produk memang terbuang di awal karena kondisi mesin belum optimal atau belum stabil."
Manfaat OEE
Implementasi OEE bukan sekadar mengevaluasi tingkat efisiensi peralatan, melainkan juga merupakan fondasi yang kokoh untuk mengidentifikasi area-area potensial bagi perbaikan berkelanjutan dan peningkatan efektivitas operasional. Sebagai hasilnya, penerapan OEE secara efektif akan membawa dampak positif yang nyata bagi perusahaan seperti:
- Meningkatkan daya saing perusahaan: Setelah menerapkan tahap-tahap OEE dengan baik, maka hasilnya juga efisien. Efisiensi inilah yang akan menurunkan biaya produksi per unit sehingga memungkinkan perusahaan untuk menawarkan harga yang lebih kompetitif, meningkatkan margin keuntungan, sehingga meningkatkan daya saing.
- Meningkatkan kualitas produksi: OEE membantu perusahaan fokus pada pengurangan cacat dan pengerjaan ulang (rework). Dengan meminimalkan kehilangan Kualitas perusahaan akan menghasilkan produk yang lebih baik dengan tingkat kegagalan yang lebih rendah. Hal ini meningkatkan kepuasan pelanggan dan reputasi perusahaan.
- Menemukan kapasitas maksimal produksi: Dengan menganalisis berbagai jenis kerugian seperti ketersediaan, kinerja, dan kualitas, perusahaan dapat mengidentifikasi peluang untuk meningkatkan output tanpa perlu investasi besar pada peralatan baru.
FAQ
1. Di mana saja OEE biasanya diterapkan?
OEE biasanya digunakan pada perusahaan manufaktur, karena performa mesin dan peralatan memiliki pengaruh langsung terhadap hasil produksi. Namun, bisa juga diterapkan pada industri non-manufaktur. Selama suatu proses operasional melibatkan peralatan atau sistem kerja tertentu yang dapat diukur dari segi ketersediaan (availability), kinerja (performance), dan hasil (quality), maka OEE tetap relevan untuk digunakan.
2. Bagaimana OEE membantu menemukan kapasitas maksimal produksi?
Dengan menganalisis berbagai jenis kerugian seperti ketersediaan, kinerja, dan kualitas, OEE membantu perusahaan mengidentifikasi area-area inefisiensi dan meningkatkan output produksi menggunakan peralatan yang sudah ada.
3. Mengapa implementasi OEE lebih dari sekadar evaluasi efisiensi peralatan?
OEE adalah fondasi untuk identifikasi area perbaikan berkelanjutan dan peningkatan efektivitas operasional secara signifikan. Ini bukan hanya tentang mengukur, tetapi juga tentang mengambil tindakan untuk terus meningkatkan proses.
4. Apa fokus utama OEE dan kaitannya dengan kualitas produk, sehingga pelanggan dan reputasi perusahaan?
Fokus utama OEE terkait kualitas produk adalah pengurangan cacat dan pengerjaan ulang. Dengan meminimalkan Quality Losses, perusahaan menghasilkan produk yang lebih baik dengan tingkat kegagalan yang rendah, yang meningkatkan kepuasan pelanggan dan memperkuat reputasi perusahaan.
5. Mengapa Idling and Minor Stops yang terkesan singkat tetap dianggap sebagai masalah signifikan menurut tulisan?
Meskipun durasinya singkat, Idling and Minor Stops yang terjadi berulang kali dapat mengakumulasikan waktu henti yang signifikan dan mengindikasikan adanya masalah mendasar dalam proses atau kurangnya standarisasi.
Overall Equipment Effectiveness (OEE) merupakan sebuah metode penting dalam mengukur dan meningkatkan efektivitas operasional perusahaan, terutama dalam sektor manufaktur. Dengan fokus pada tiga aspek utama yaitu ketersediaan peralatan, kinerja peralatan, dan kualitas produk, OEE membantu perusahaan mengidentifikasi serta mengukur enam kerugian besar (Six Big Losses) yang menghambat produktivitas. Melalui implementasi OEE yang efektif, perusahaan dapat mencapai peningkatan daya saing, kualitas produksi yang lebih baik, serta mengoptimalkan kapasitas produksi yang ada tanpa memerlukan investasi besar pada peralatan baru.
Read more Insights



